
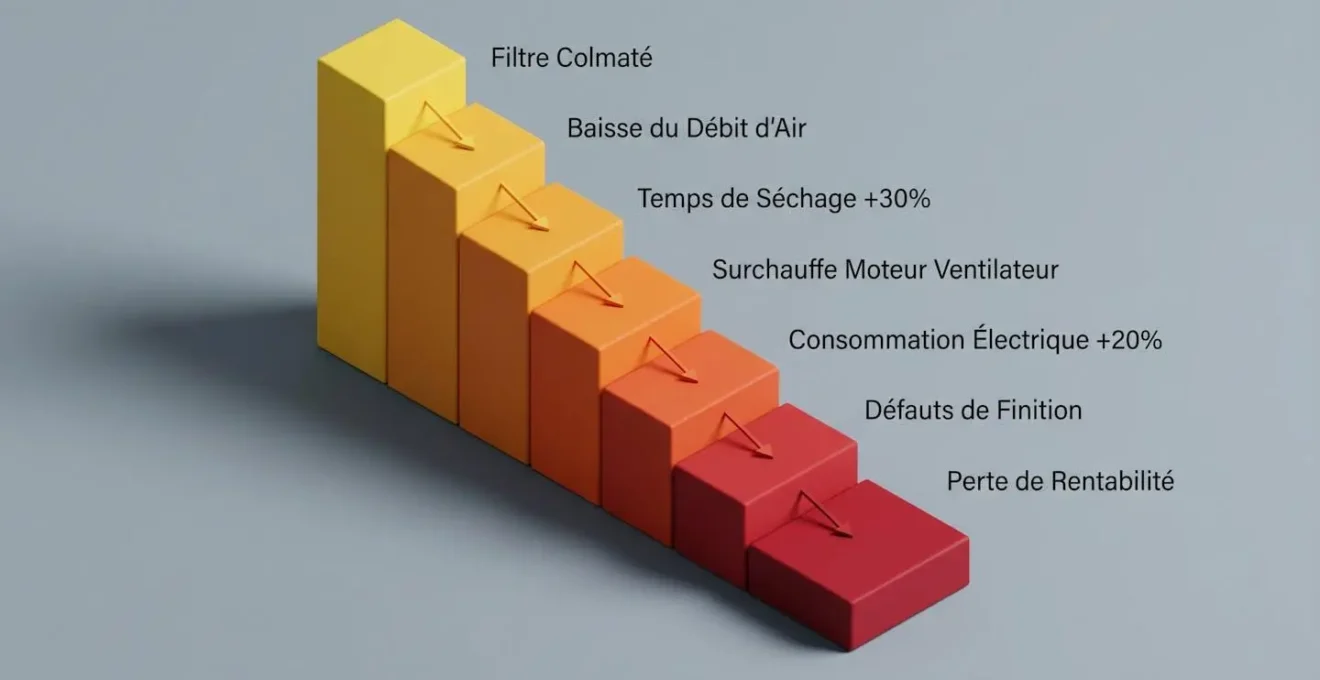
Le mécanisme d’obstruction suit une progression insidieuse : les particules fines s’accumulent dans les plis du média filtrant, réduisant la surface active bien avant que le manomètre différentiel ne déclenche l’alerte. Tant que 60 % de la capacité nominale reste disponible, les impacts demeurent modérés. Mais dès le franchissement du seuil critique de 40 %, la perte de charge s’accélère brutalement, déclenchant une cascade d’effets sur l’ensemble de la chaîne de production.
Cette dérive passe sous le radar des indicateurs standards : pas d’arrêt machine, pas d’alerte logicielle, juste une érosion diffuse de la performance. Les équipes techniques ajustent empiriquement les paramètres visibles — température, pression, durée — sans identifier la cause racine. Pendant ce temps, la surconsommation énergétique s’installe, les défauts qualité augmentent, et le coût réel du colmatage dépasse rapidement le budget annuel de remplacement des filtres.
Vos 4 actions pour reprendre le contrôle
- Surveillez vos temps de séchage : une dérive de 20 à 40 % signale un filtre saturé
- Analysez votre facture électrique : +15 à 25 % sans cause évidente révèle un colmatage
- Reliez vos défauts qualité à l’état de filtration avant de modifier le process
- Passez à la régénération professionnelle pour économiser 50 à 75 % du budget consommables
La maîtrise de ce triangle de coûts cachés — temps de cycle, énergie, qualité — nécessite une approche systémique qui dépasse la simple maintenance corrective. Les installations qui basculent vers une surveillance préventive divisent par deux leurs dépenses de filtration en moins de deux ans, non par un miracle technique, mais par un changement de posture : anticiper la saturation plutôt que subir ses conséquences.
Cette transition repose sur la mise en place d’indicateurs simples, relevés à intervalles réguliers, qui transforment un consommable jetable en actif piloté. Le delta de pression, la consommation électrique comparative, le temps de cycle d’une pièce témoin : ces trois mesures, consignées mensuellement, suffisent à détecter la dérive avant qu’elle n’impacte la rentabilité. L’enjeu n’est plus de remplacer un filtre au moment de la panne, mais de programmer sa régénération au moment optimal.
Quand vos cadences ralentissent sans raison apparente
Lorsqu’un atelier constate une dérive de performance, le réflexe consiste à ajuster les paramètres process visibles : température de four, pression d’application, temps de polymérisation. Ces modifications, logiques sur le papier, ne corrigent pourtant pas toujours l’origine du dysfonctionnement. La cause réelle se trouve souvent en amont, dans un système de filtration dont le colmatage progressif altère le débit volumique d’air bien avant que le manomètre différentiel n’atteigne la zone rouge.
Diagnostic trompeur en atelier de peinture poudre : le cas révélateur
Un atelier de traitement de surfaces métalliques de 35 salariés constate un allongement progressif des temps de séchage des pièces, avec une dérive de 35 % sur six mois. L’équipe technique augmente la température du four de cuisson de 15°C, sans obtenir le moindre résultat.
Un audit externe révèle que les cartouches du dépoussiéreur affichent un colmatage de 68 %, provoquant une réduction du débit d’air de 40 % en cabine. Le remplacement des cartouches et le passage à une régénération trimestrielle génèrent un gain immédiat de 30 % sur les temps de cycle, avec un retour aux performances initiales et une économie annuelle estimée entre 3 500 et 5 000 € selon les analyses de coûts internes.
Ce scénario illustre une réalité fréquente : la recherche de solutions sur les symptômes alors que le problème structurel réside dans l’aéraulique. Un filtre obstrué crée un goulot d’étranglement qui perturbe l’ensemble de la chaîne, du captage des poussières jusqu’à l’évacuation de l’humidité en phase de séchage. Les ventilateurs compensent en forçant le passage d’air, ce qui surcharge les moteurs et multiplie la consommation électrique sans restaurer le débit initial.
Les trois impacts mesurables qui plombent vos résultats
Un filtre saturé déclenche une cascade d’effets sur trois dimensions critiques : la cadence des cycles de traitement, la consommation énergétique des équipements de ventilation, et la conformité qualité des pièces finies. Ces trois variables forment un triangle de coûts cachés dont l’ampleur dépasse souvent les budgets de remplacement des filtres eux-mêmes.
La spirale du temps de séchage multiplié
Dans une cabine de peinture, le séchage repose sur l’évacuation continue de l’humidité résiduelle par un flux d’air calibré. Lorsque le débit volumique chute de 30 à 40 % en raison d’un colmatage avancé, l’air vicié stagne dans l’enceinte, ralentissant l’évaporation des solvants ou la polymérisation de la poudre. La réduction du débit d’air causée par le colmatage impacte directement les cycles de séchage, avec des allongements couramment constatés de l’ordre de 20 à 40% selon la sévérité de la saturation.
Cette dérive temporelle se traduit immédiatement en perte de cadence : une cabine qui traitait 12 pièces par heure descend à 8 ou 9 pièces, sans modification apparente du protocole. L’opérateur compense en augmentant la température ou en prolongeant manuellement les cycles, ce qui accroît encore la consommation énergétique sans corriger la cause racine.
La facture énergétique invisible qui explose
Les retours d’expérience du secteur montrent qu’un colmatage progressif accroît significativement la consommation énergétique des installations de ventilation, avec des augmentations fréquemment observées entre 15 et 25%. Ce surcoût provient de la surcharge imposée aux moteurs des ventilateurs, qui doivent compenser la perte de charge en forçant le passage d’air à travers un média obstrué.
Selon l’ADEME, les démarches d’optimisation offrent en moyenne 10 à 20 % d’économies sur les consommations d’un site industriel, dont la maîtrise des équipements de ventilation et filtration constitue un levier majeur. Cette surconsommation reste invisible dans les tableaux de bord standards, car elle ne provoque ni arrêt machine ni alerte logicielle. Elle apparaît seulement comme une dérive diffuse sur la facture électrique trimestrielle, souvent attribuée à tort à une hausse tarifaire ou à une augmentation de la production.
Les défauts qualité qui détruisent la marge
Un système de filtration défaillant compromet la qualité de l’air en atelier, favorisant le dépôt de particules résiduelles sur les pièces en cours de traitement. Les défauts de finition tels que l’orange peel, les cratères ou les inclusions de poussières sont fréquemment liés à une contamination atmosphérique que les filtres saturés ne captent plus efficacement.
Comme l’indique le guide technique de la CARSAT Rhône-Alpes sur le poudrage, les cabines de peinture poudre doivent impérativement respecter les exigences aérauliques définies pour limiter l’exposition aux poussières. La ventilation horizontale, dirigée vers les filtres situés en fond de cabine, assure la récupération des particules. Un filtre saturé non décolmaté compromet directement la qualité du flux d’air et la finition des pièces.
Une pièce rebutée pour finition imparfaite génère un double coût : la matière première et le temps de traitement perdus, auxquels s’ajoute le coût de reprise ou de mise au rebut. Sur des séries de production où la marge unitaire est serrée, un taux de défauts passant de 2 % à 6 % suffit à annuler la rentabilité d’une commande. L’effet domino ne s’arrête pas aux frontières de l’atelier : un environnement chargé en particules fines accélère l’usure des pièces mobiles, encrasse les systèmes pneumatiques et dégrade les conditions de travail.
Afin de visualiser concrètement l’écart de performance entre un filtre en bon état et un filtre saturé, une comparaison chiffrée sur cinq critères permet d’arbitrer les décisions de maintenance. Ces données, issues de retours d’expérience sectoriels, quantifient les gains réels obtenus avec un programme de régénération.
| Critère | Filtre neuf | Filtre saturé (> 60 %) | Filtre régénéré pro |
|---|---|---|---|
| Débit d’air | 100 % (référence) | 60-70 % (perte 30-40 %) | 95-98 % (quasi-neuf) |
| Consommation électrique | 1000 kWh | 1150-1250 kWh (+15-25 %) | 1020-1050 kWh |
| Temps de séchage cabine | 12 min | 14-17 min (+20-40 %) | 12-13 min |
| Taux défauts qualité | < 2 % | 5-8 % (dépôts, finitions) | < 2,5 % |
| Coût annuel | 8 000 € (remplacement systématique) | 10 500 € (énergie + rebuts + urgence) | 2 000-4 000 € (régénération + économies) |
Régénération ou remplacement : arbitrer selon votre installation
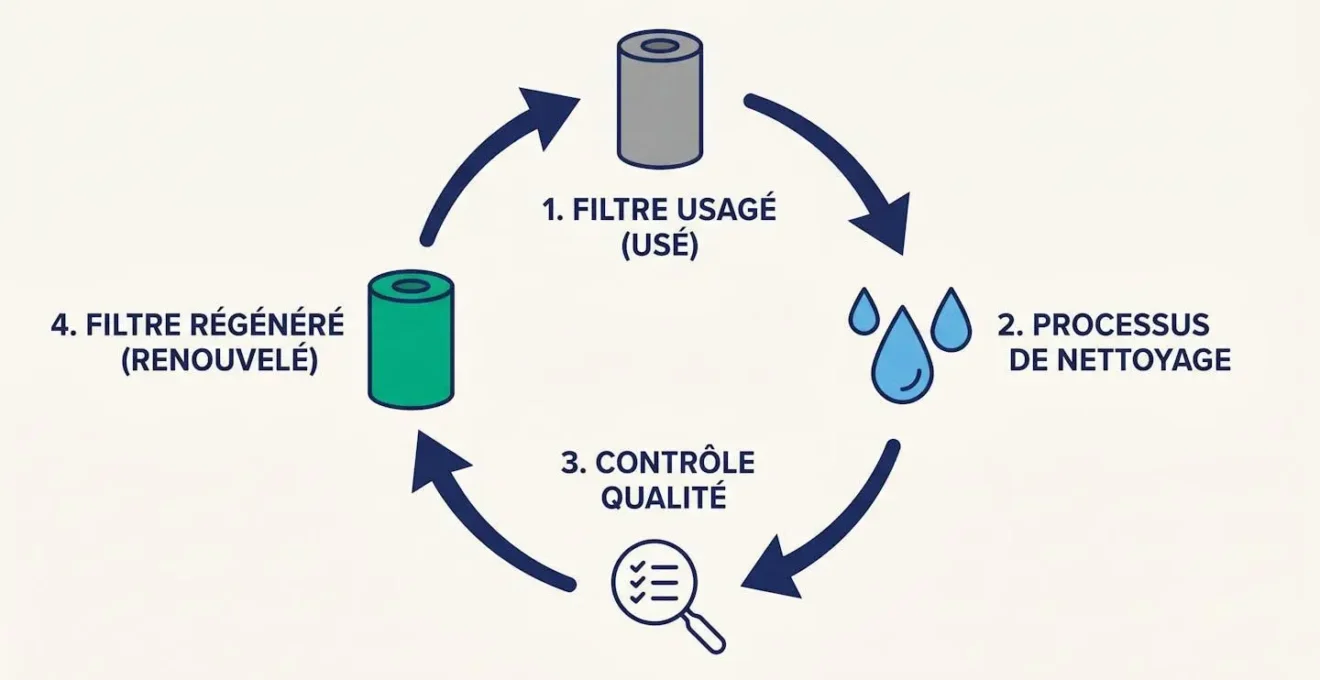
Face aux coûts cumulés du remplacement systématique des filtres usagés, la régénération professionnelle s’impose comme une alternative structurante pour les installations industrielles. Le processus consiste à restaurer les capacités filtrantes initiales d’une cartouche ou d’une manche par un décolmatage contrôlé, suivi d’un contrôle qualité rigoureux. Cette approche permet de réutiliser un élément filtrant plusieurs cycles avant son remplacement définitif, tout en maintenant des performances proches du neuf.
Le principe repose sur l’identification précise du type de média filtrant et de la nature des polluants captés. Chaque catégorie de filtre nécessite un protocole de nettoyage spécifique : décolmatage par air comprimé pulsé, lavage aqueux ou ultrasons selon les contraintes. Les éléments régénérés subissent ensuite un contrôle d’intégrité pour détecter toute déchirure ou perforation, puis une mesure de perte de charge pour valider le retour aux spécifications initiales.
Selon les analyses comparatives du secteur, la régénération professionnelle génère des économies substantielles, généralement comprises entre 50 et 75% du coût de remplacement à neuf selon les types de filtres. Un jeu de cartouches pour dépoussiéreur industriel dont le remplacement neuf coûte généralement autour de 8 000 € annuels pour une installation type (fourchette variable selon configuration, estimation secteur 2024-2025) peut être maintenu à 2 000-3 000 € par an avec un programme de régénération trimestriel. Ces gains budgétaires s’accompagnent d’une réduction de moitié du volume de déchets industriels générés.
Trois situations où la régénération atteint ses limites techniques
La régénération atteint ses limites dans trois configurations spécifiques. Les filtres présentant des déchirures ou perforations mécaniques compromettent l’intégrité du média et doivent être écartés. Les éléments exposés à une contamination chimique agressive ayant dégradé le média (solvants chlorés, acides concentrés) ne peuvent être restaurés sans risque de relargage. Enfin, certains process ultra-critiques validés dans les secteurs pharmaceutique ou agroalimentaire strict nécessitent une traçabilité neuf certifiée que la régénération ne peut garantir.
Les filtres de cabines de peinture méritent une attention particulière en raison de l’accumulation de particules fines et des exigences strictes de finition. Un encrassement résiduel, même minime, peut provoquer des défauts de surface sur les pièces traitées. Les spécialistes de la régénération des filtres de cabine de peinture proposent des solutions adaptées à ces contraintes spécifiques, avec des protocoles de contrôle qualité rigoureux incluant une inspection visuelle sous lumière rasante et un test d’étanchéité par pressurisation.
La mise en place d’un programme de régénération trimestriel ou semestriel, selon l’intensité d’utilisation, permet de lisser les coûts de maintenance et d’éviter les arrêts non planifiés liés à une saturation critique. Cette approche préventive s’intègre dans une démarche globale de maîtrise du coût total de possession des équipements de filtration.
Vos indicateurs de pilotage pour anticiper la saturation
La surveillance proactive des systèmes de filtration repose sur un ensemble d’indicateurs simples, mesurables et actionnables, qui permettent de détecter la dérive avant qu’elle n’impacte la production. Ces paramètres, relevés à intervalles réguliers, constituent le tableau de bord minimal d’une maintenance préventive efficace.
Le delta de pression, mesuré par un manomètre différentiel installé de part et d’autre du média filtrant, représente l’indicateur le plus fiable pour anticiper la saturation. Comme le rappellent les articles R. 4222-20 à R. 4222-22 du Code du travail, l’employeur est responsable du bon fonctionnement et de l’entretien régulier des installations de ventilation. La surveillance du delta de pression permet de respecter cette obligation réglementaire tout en optimisant les coûts de maintenance.
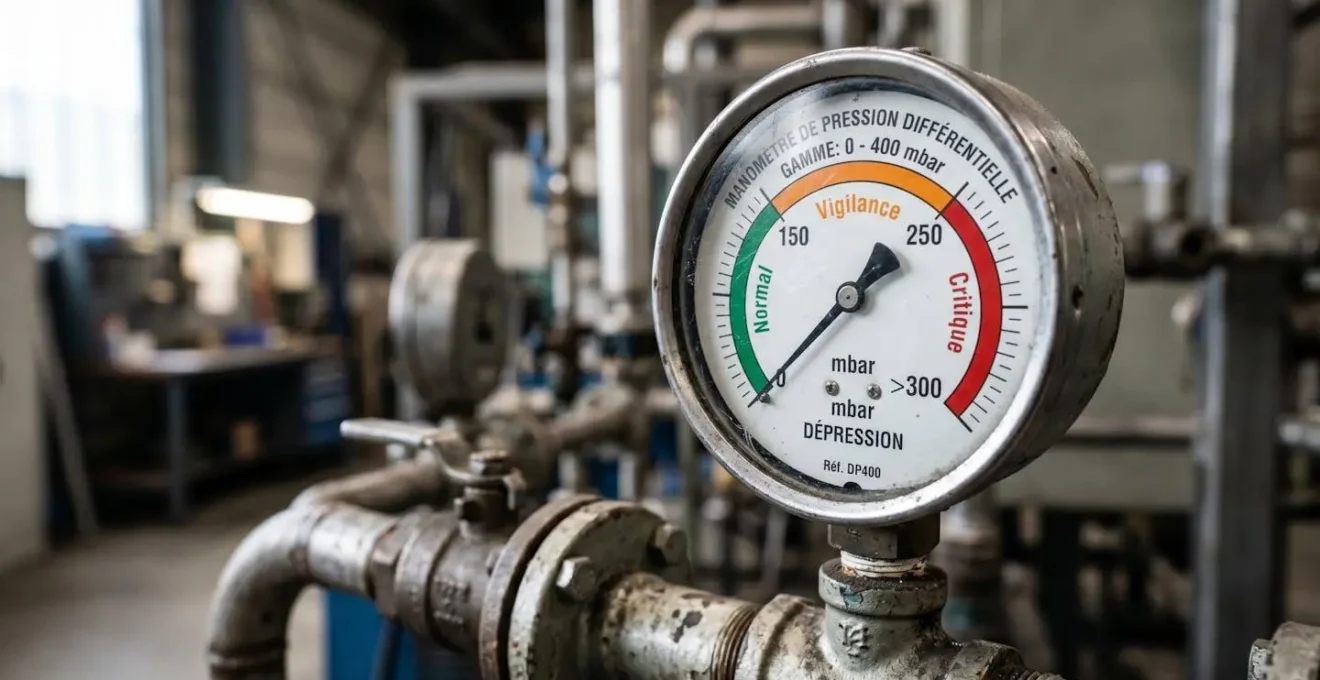
Le seuil d’alerte dépend du type d’installation et des préconisations du fabricant, mais se situe généralement autour de 1 500 pascals pour un dépoussiéreur à cartouches. Au-delà de cette valeur, la perte de charge s’accélère et compromet le débit nominal. Un relevé mensuel, consigné dans un registre ou un fichier tableur, permet de tracer l’évolution et d’anticiper le décolmatage ou le remplacement.
La consommation électrique des ventilateurs constitue un second indicateur pertinent, à condition de la comparer à production constante. Une hausse de plus de 10 % entre deux mois consécutifs, sans augmentation de cadence, signale une surcharge moteur liée à la résistance accrue du média filtrant. Les compteurs divisionnaires ou les analyseurs de réseau permettent d’isoler ce poste et de quantifier précisément la dérive.
- Relever le delta de pression sur manomètre différentiel — Seuil alerte : > 1500 Pa (ou selon préconisation fabricant) — Mensuel
- Comparer consommation électrique ventilateurs vs mois N-1 — Seuil alerte : augmentation > 10 % à production constante — Mensuel
- Mesurer temps de cycle d’une pièce témoin (séchage ou traitement) — Seuil alerte : allongement > 15 % vs référence — Hebdomadaire
- Inspecter visuellement 3-5 pièces finies pour défauts surface — Seuil alerte : taux défauts > 3 % sur échantillon — Hebdomadaire
- Écouter niveau sonore ventilateurs (variation = surcharge moteur) — Seuil alerte : bruit inhabituel ou sifflements — Quotidien (opérateurs)
Ces cinq points de contrôle forment un protocole léger, réalisable en moins de quinze minutes par mois (hors relevés quotidiens opérateurs), qui transforme une maintenance réactive en démarche anticipative. La consignation systématique des valeurs permet de construire un historique exploitable pour ajuster les fréquences d’intervention et négocier avec les prestataires de régénération sur la base de données objectives.
Le passage à l’action repose sur trois décisions structurantes : d’abord, installer ou activer les manomètres différentiels sur l’ensemble des lignes de dépoussiérage avec consigne de relevé mensuel ; ensuite, identifier un régénérateur professionnel disposant des certifications et références sectorielles adaptées à vos contraintes (cabines peinture, fonderie, agroalimentaire) ; enfin, intégrer la surveillance des filtres dans le planning de maintenance préventive au même titre que la lubrification ou le contrôle des alignements.
Les responsables maintenance qui ont franchi ce cap constatent un double bénéfice : budgétaire immédiat (économies de 50 à 75 % sur les consommables) et opérationnel différé (réduction des arrêts non planifiés, amélioration de la disponibilité machine). Le premier filtre à régénérer n’est pas celui de votre dépoussiéreur, mais celui de votre approche maintenance : passer du coût subi au coût maîtrisé nécessite de questionner les automatismes de gestion et d’accepter que la performance se mesure désormais autant en déchets évités qu’en pièces produites.